


客滾船為定點定航線裝載汽車、集裝箱、旅客的船舶,安全、準時是客滾船必須具備的特性,軸系安裝質量的好壞直接關系到船舶動力系統可靠性、船舶航行安全以及旅客人身安全。本文以某客滾船實船為例,就長軸系拉線望光、校中安裝、軸承負荷等幾方面進行總結。
塢內軸系安裝及檢查本船為客滾船,屬于客船范疇,根據國際海事組織國際海上人命安全公約(SOLAS)要求,需要滿足安全返港對推進系統的要求,即當任一事故導致一套推進系統失效,另一套主推進系統應仍可滿足船舶航行需求,故本船設置一前一后2個機艙及2套推進系統。
本船軸系主要由主機、齒輪箱、軸帶發電機、中間軸、尾軸、調距槳以及必須的軸系附件組成。主機與齒輪箱及軸帶發電機通過高彈聯軸器連接,以降低振動及噪音,軸與軸之間為法蘭及液壓聯軸器剛性連接。左側軸系長度約37米,設置3只尾管軸承、2只支撐軸承、1只隔艙密封裝置;右側軸系長度約50米,設置3只尾管軸承、4只支撐軸承、2只隔艙密封裝置。兩側軸系均為細長軸,兩側軸線傾角1.172°,具有約束點多,安裝施工難度大的特點。具體布置見圖1。
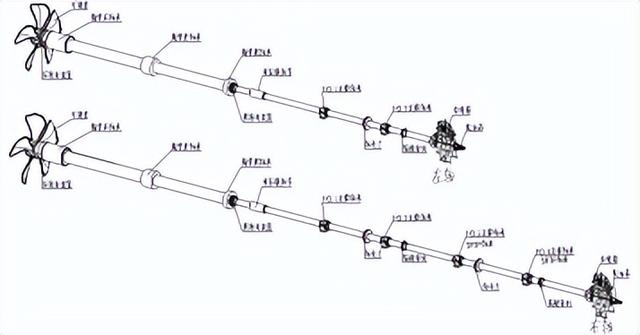
圖1
根據本船軸系約束點多的特點,在塢內主要有如下幾個施工階段,如下:
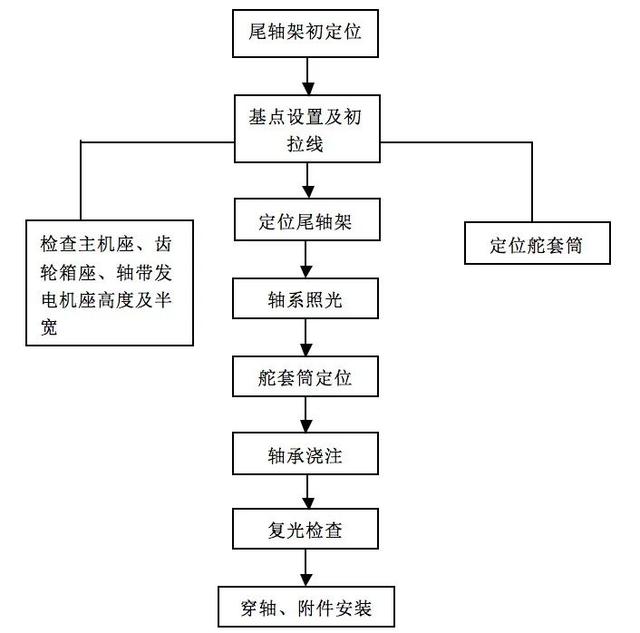
1.艉軸架初定位:為縮短軸系在塢內安裝周期,船廠通常將艉軸架的初步定位前移至總段搭建階段。本船艉軸架位于尾部H7總段上,在總段總組完成后,確定出左右舷軸線位置。軸線寬度方向根據船中線進行確認,高度方向綜合考慮甲板高度以及基線,根據機艙區域總組數據進行優化,確定軸線高度數值,在預組段前后做出軸線前后基準,封焊艉軸架區域結構,艉軸架進行適當加設馬板固定,不焊接,完成尾軸架初定位。
主要技術重點及難點:H7與H6總段合攏時,艉軸架后端面與齒輪箱基座之間距離的保證,容易造成軸系長度方向偏差;H7總段上翹/下垂控制以及扭曲控制,容易造成左右軸系不對稱,軸線角度超差,而導致艉軸架區域再次調整,如何控制建造精度是該項工作重點之一。

圖2
2.軸系初拉線:初步找出船體中心線、軸系中心線和主機中心線,并且完成左右舷軸系艏基準點的轉移。根據初拉線確認的軸系中心線依次完成人字架、一字架、艉軸承鑄件、舵隧的正式定位和焊接工作,檢查主機座、齒輪箱座、軸帶發電機座高度及半寬;完成尾管軸承預裝工作及艉軸管焊接工作。
(1)軸系拉線具備的條件
①主甲板以下船體結構全部成型火工矯正結束;
②機艙前壁以后船體裝配焊接工作結束;
③主機、齒輪箱、軸發及中間軸承等機座焊接全部結束;
④機艙及尾部區域艙柜強度試驗結束。
(2)主要技術重點及難點
①首基準點的設置:本船齒輪箱為1進2出型式,軸系輸出端與輸入端偏心,在機艙內將有兩條軸線,一為推進軸系軸線,一為主機中線,如何準確定位軸線首基準點位置以及如何進行基準點的轉移是軸系定位、主機及軸帶發電機準確定位的關鍵。
②雙軸線相對位置控制:對于單長軸系,左右偏差不大于7mm,上下偏差不大于10mm,與中線面偏差不大于4mm,且兩側軸系不能出現同側偏差。如何保證軸線與舵線、軸線與軸線相對位置,是兩側軸線確定的關鍵。
③軸線的調整:船舶下水后,由于船舶浮態引起的船體變形方向,應在初拉線階段進行預判,在軸線初步確定時在允許范圍內進行補償,否則容易出現主機/軸承/齒輪箱基座高度因船體變形超差。
3.定位尾軸架:初拉線階段對艉軸架和艉軸轂鑄件進行微調和焊接工作。在尾基準點與轉移后的首基準點拉設鋼絲,用于尾軸架定位及焊接過程中監測。
上述各艉軸架拉鋼絲定位時需要考慮鋼絲下垂量的影響,可以如下公式進行計算鋼絲下垂量
YA=qX(L-X)/0.99x2T
q—鋼絲單位長度重量(1.54×10-3kgf/m);
X—所求下垂量到艉參考點距離(m);
L—艏艉參考點間距離(m);
T—拉力(kgf);
0.99—修正系數。
尾軸架定位完成后,進行尾管軸承的預裝工作,尾軸架內孔做清潔,滿足內孔無油漆、銹跡、油污、鐵屑、毛刺等影響軸承安裝的不利因素,尾管軸承預裝工作完成后,進行艉軸管與尾軸架的焊接;焊接時采取雙數焊工對稱施工,防止熱變形,如圖3、圖4。
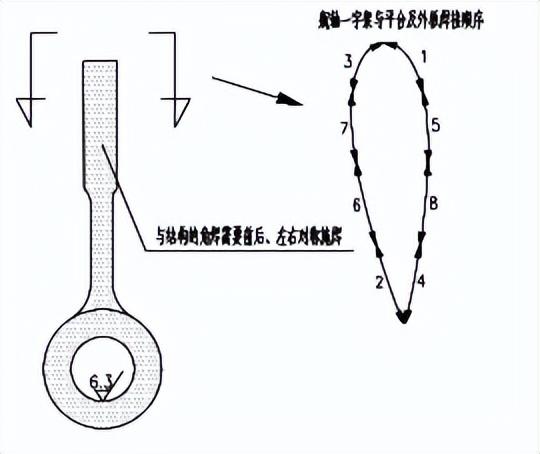
圖3 尾軸架定位焊接
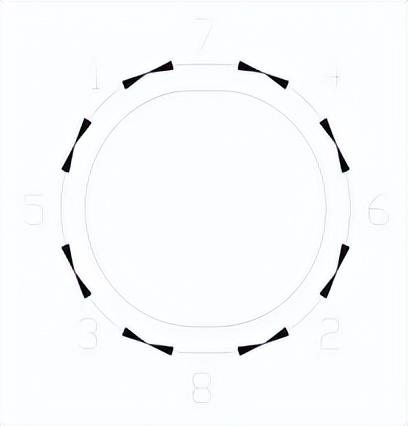
圖4 尾軸架與艉軸管焊接
主要技術難點及重點:鑄鋼件焊接工藝:尾軸架焊接定位偏差一般應控制在2mm以內,如何控制焊接質量、焊接變形量是該項工作的重點,否則容易出現咬邊、氣孔、夾渣、裂紋等缺陷,以及定位精度不滿足軸線要求。
4.軸系照光:利用望光儀器根據艉基點、轉移后的望光艏基點確定軸系中心線,進而確定尾管軸承定位。
(1)施工階段、條件
①七甲板以下,機艙前壁以后主要裝配焊接工作結束。
②100#以后的船體臨時支撐已經全部拆除完成超過48小時。
③機艙區雙層底密性、調平工作基本完成,密性交驗工作完成。
④望光工作時間應選擇在:冬季16點以后,夏季20點以后進行。
⑤大型設備未吊裝上船應進行臨時配重。
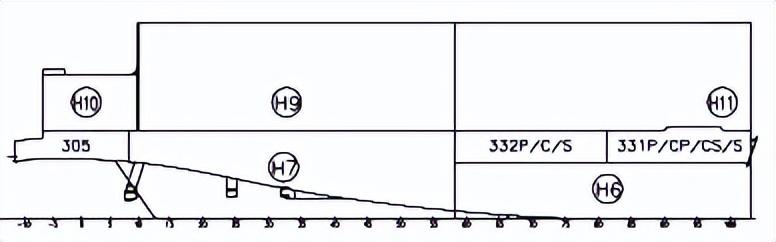
圖5
在軸承后端工裝中心放置靶心,使用調整螺栓將靶心調整至與望光儀中心重合,然后在軸承前端工裝中心放置靶心,使用調整螺栓將靶心調整至與望光儀中心重合,反復調整,使軸承前后端靶心同時與望光儀中心公差小于0.03mm。按此方法依次調整艉管其他軸承。調整后檢查軸承與軸承座之間的間隙即環氧澆墊塊厚度,最小厚度應大于12mm(根據環氧樹脂廠家確定)。
采用激光儀器檢查各艉管軸承中心同軸度,在每個需要測量的位置上,先輸出測量距離,然后在該截面測量14個點,所有測量點測量完畢后,選取測量點1和測量點14為基準點,可以查看其他點相對這兩個點的偏差。計算分析出測量點的直線度及各測量點的橢圓度。

圖6
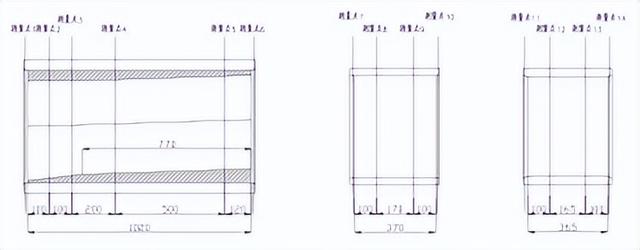
圖7
(2)主要技術難點及重點:
尾管軸承定位:本船艉軸管有3道尾管軸承,軸承間距長,定位難度大,軸承定位不精準將會導致軸系振動、軸承燒損的危險。
5.舵套筒定位:根據軸系望光儀確定的舵系中心線確定舵線的上下基準點,舵系上基準點應在舵機室內,下基準點在塢底。確定舵系上下基準點時要同時考慮軸舵系不相交值,綜合考慮后將舵隧找正定位。在焊接過程中用鋼絲拉線輔助監測焊接變形量。
主要技術難點及重點:由于舵承、舵密封與舵套筒組裝為整體進行船上焊接安裝,舵套筒的焊接定位偏差一般應控制在0.5mm以內,如何控制焊接質量、焊接變形量是該項工作的重點,否則容易出現舵承間隙以及舵密封間隙超差、軸舵線不相交值超差、舵線垂直度超差等情況。
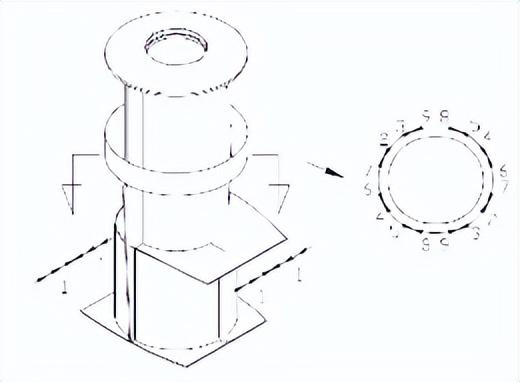
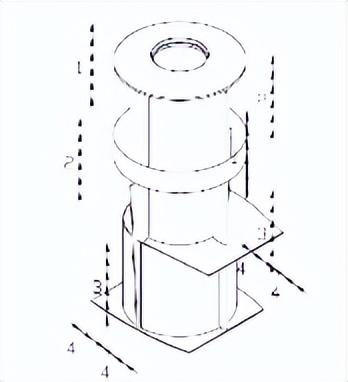
圖8 舵套筒焊接
6.軸承澆注:在環氧樹脂廠家指導下進行尾管軸承澆注安裝。
7.復光檢查:在尾管軸承環氧樹脂固化后進行復光檢查,主要檢查如下:
(1)利用望光儀器檢查各軸承前后止口同心度,如圖9所示,并使用激光儀器進行自檢校驗艉軸承斜度;
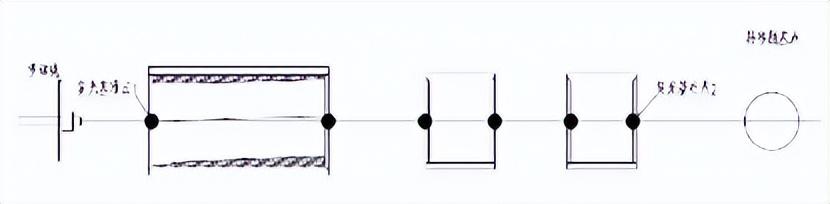
圖9
(2)利用望光儀器檢查首基點偏差;
(3)利用望光儀器檢查軸線與舵線不相交值;
(4)使用內徑千分尺,檢查各個軸承內徑。
8.穿軸、附件安裝:在軸系復光合格后,進行穿軸及軸系附件安裝。尾軸密封等按照設備廠的要求步驟及各部件間隙進行安裝,并進行密性檢查。
主要技術難點:由于尾軸長度約20米,如何避免軸端部對尾管軸承的刮碰造成軸承損壞是該項工作的關鍵。
軸系水下校中
軸系校中應在船舶下水,船體應力釋放完成后進行,不得少于48小時。軸系校中好壞決定了軸系運行穩定性,輕者軸承受力不均磨損加重,引起船體振動,重者軸承燒損,推進系統失效,引發航行安全事故。
1.軸系校中條件:
(1)船上大型設備已調入艙內就位,在校中過程中禁止大型設備遷移及壓載變動;
(2)螺旋槳及軸處于自由狀態,除用于校中所需的支撐外,不受外力;
(3)船舶浮態處于規定狀態,如螺旋槳浸沒百分比,船體縱傾橫傾角度在規定范圍;
(4)軸系校中檢驗時,應避免陽光直接照射,并停止相關區域振動性作業。
2.本船軸系校中主要有如下幾個方面及步驟:
(1)齒輪箱嚙合檢查:檢查齒輪箱齒間嚙合面積,應滿足船級社及設備商要求,或不低于70%;
(2)各軸連接端縫差及偏移:按照軸系校中計算書要求,在正確的位置設置軸臨時支撐,調整支撐軸承及臨時支撐高度,測量各軸連接端縫差及偏移,使其滿足校中計算書要求;
(3)連接軸系螺栓,支撐軸承及齒輪箱仍采用調整螺栓臨時固定,初步測量軸承負荷,其值應在規定值的20%以內,超差應進行調整;
(4)正式安裝支撐軸承及齒輪箱,測量軸承負荷進行交驗與確認;
(5)測量齒輪箱齒間嚙合面積;
(6)根據主機冷態對中對熱膨脹量補償要求以及旋向補償要求,調整主機位置,測量主機飛輪端與齒輪箱輸入端縫差與偏移,需滿足高彈聯軸器安裝要求;
(7)調整軸帶發電機位置,需滿足高彈聯軸器安裝要求;
(8)安裝主機及軸帶發電機,安裝高碳聯軸器;
(9)測量軸承負荷及主機曲臂差,軸系校中安裝完成。
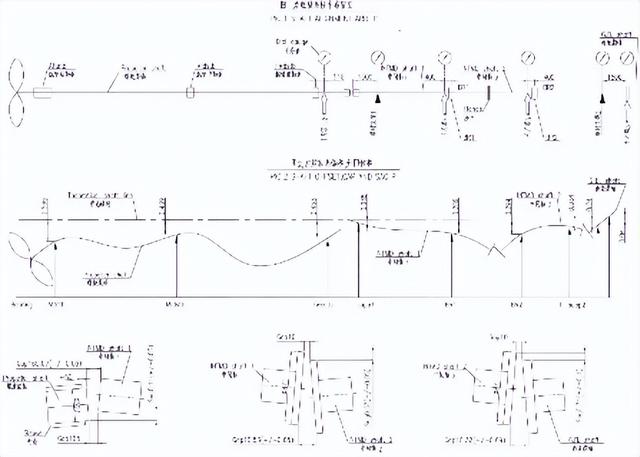
圖10 軸系縫差及位移測量
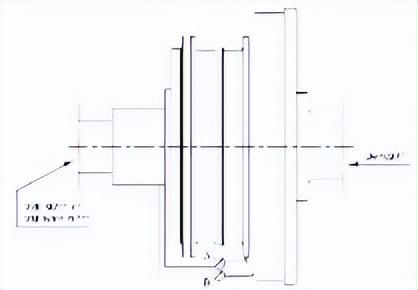
圖11 主機及軸發與齒輪箱對中測量
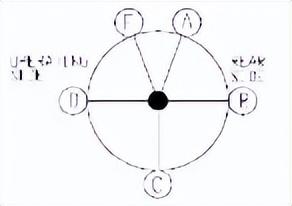
圖12 主機曲臂差測量
3.主要技術難點及重點:
(1)船舶浮態控制:在軸系縫差及位移測量開始至負荷交驗結束,應控制船舶浮態(重量)不應有較大變化,本船軸系長度達50米,當軸線有0.1度變化時,另一端高度差將達到90mm左右,將會導致軸承負荷超差以及主機安裝高度超差。本船在軸系負荷階段由于壓載變化,導致軸承負荷不滿足要求,主機墊塊高度變化約20mm左右,壓載調整為初始狀態時,方滿足要求。
(2)齒輪箱環氧墊片收縮率:在進行齒輪箱與中間軸位移測量時,應考慮到環氧樹脂澆注后的收縮率,否則會導致齒輪箱后軸承負荷及其相鄰軸承負荷超差。
(3)環境溫度:在主機及軸發與齒輪箱對中時,環境溫度的補償量應考慮進熱膨脹修正中。
(4)測量軸承負荷的千斤頂臨時基座強度應足夠強,否則會導致頂舉曲線失真,或導致軸承負荷比實際要輕。
相關總結
本船交付已有一年多,實船軸系運行情況非常好,軸系振動及噪音也較類似船舶低,但在建造過程及營運過程中,也有一些問題逐步顯現出來,有待進一步優化及改進:
1.由于齒輪箱槳側未配備離合器,在進行軸發系泊試驗時,軸承的磨合未完成,軸發試驗時艉軸轉速將達到最大轉速,有引起艉管軸承高溫的風險。
2.本船為客滾船,每一航次均需在碼頭進行兩次裝卸車輛,在這過程中需使用軸發,螺旋槳螺距為零,槳空載運轉消耗功率也將近15%MCR,增加了不必要的能耗。
***生產不銹鋼冷媒換熱管,冷水機熱泵管,霧森人造霧管,不銹鋼盤管,不銹鋼水管等,添加微信18929965023 免費寄樣(備注:公司名稱,聯系人,電話地址,快遞費我公司付!)***
如若轉載,請注明出處:http://www.agrosplet.com/?p=234
相關推薦
-
316l無縫不銹鋼管多少錢一噸,通化316L不銹鋼管產品
通鋼316L不銹鋼管產品,以下是旺旺提供的通鋼316L不銹鋼管產品的詳細介紹:“10月原本是鋼材市場的傳統淡季,但今年10月鋼價漲幅迅猛,漲幅超對于市場的大幅上漲,鋼貿商要高度警惕…
-
201#不銹鋼管,西安201不銹鋼管 ф 6~ф 426×1~50 佛山利亞羅吉管業有限公司
西安201不銹鋼管18*3詳細介紹: 產品名稱:西安201不銹鋼管|陜西201不銹鋼管|201不銹鋼規格:ф6~ф426×1~50 佛山市利亞羅基管業有限公司(佛山市利亞羅基管業有…
-
衛生級316l不銹鋼管,316l不銹鋼工業管現貨
佛山市利亞羅基管業有限公司 316l不銹鋼工業管現貨 佛山市利亞羅基管業有限公司經銷不銹鋼板材、不銹鋼管材、不銹鋼方管、不銹鋼棒材、不銹鋼角鋼、不銹鋼槽鋼、精密不銹鋼帶材等現貨產品…
-
不銹鋼高效換熱管廠商(高效不銹鋼換熱管,滿足您的需求)
吸引讀者,引出讀者的興趣 高效不銹鋼換熱管,解決您的難題 嘿,你好啊!想象一下,你正在面對一個能夠幫助你提升工作效率并解決問題的產品,那種感覺肯定是相當不錯的吧?今天,我要向你介紹…
-
永康304不銹鋼換熱管(304不銹鋼換熱管:爐改節能利器)
嘿,朋友們,你們曾經想過怎么讓爐子能夠更省能源嗎?今天我來告訴你一個利器——304不銹鋼換熱管,它可以幫助你實現爐改節能。 一、304不銹鋼換熱管的優勢 首先,304不銹鋼換熱管具…
-
316l不銹鋼管有哪些廠家,不銹鋼管制造廠家,買了不后悔
304不銹鋼管的生產要求非常高。 不同類型的304不銹鋼管發揮著不同的作用,304不銹鋼管具有很強的特性。 其耐腐蝕性也受到許多消費者的喜愛。 可見它適用于很多領域,耐高溫性也很強…
-
不銹鋼換熱管深圳廠商(不銹鋼換熱管廠商,專業生產銷售,質量可靠!)
摘要:如果你需要高質量的不銹鋼換熱管產品,你需要將目光轉向專業的廠商。這篇文章將介紹一個專業生產銷售不銹鋼換熱管的廠商,他們提供最可靠的產品,完美滿足您的需求。 一、產品質量 當你…
-
衡水不銹鋼翅片換熱管(衡水不銹鋼翅片換熱管:創新設計與應用實踐)
吸引讀者,引出讀者的興趣 不銹鋼翅片換熱管是一種創新的換熱器件,它可以高效地傳熱和冷卻,具有廣泛的應用前景。你是否想知道它的設計原理和實際應用?本文將為你詳細介紹衡水不銹鋼翅片換熱…
-
出售tp321不銹鋼換熱管規格(TP321不銹鋼換熱管規格及價格解析)
摘要:TP321不銹鋼換熱管是一種應用廣泛的換熱器材料。本文將以TP321不銹鋼換熱管規格及價格解析為主題,從4個方面對其進行詳細闡述。 一、TP321不銹鋼換熱管概述 TP321…
-
不銹鋼換熱管的重量(不銹鋼換熱管重量分析:高效傳熱的關鍵)
摘要: 本文將以不銹鋼換熱管重量分析為主線,探討高效傳熱的關鍵因素,并給出相關背景信息。 一、材料的選擇 不銹鋼換熱管的選擇是影響傳熱效率和管重量兩個方面的關鍵因素。要選擇低密度、…