一、304不銹鋼管的材質(zhì)組成
首先,我們要了解304不銹鋼管的材質(zhì)組成。304不銹鋼管通常含有18%以上的鎳和8%以上的鉻,這種天然抗銹性的成分讓它在多種環(huán)境下都能得到很好的應(yīng)用。但是,某些情況下,材質(zhì)中的元素含量并不達(dá)標(biāo),就會(huì)導(dǎo)致304不銹鋼管出現(xiàn)缺陷。
其次,生產(chǎn)過(guò)程中的雜質(zhì)有時(shí)也會(huì)引入不銹鋼管中,這些雜質(zhì)會(huì)影響其整體質(zhì)量和使用壽命,因此質(zhì)量控制十分重要。
最后,檢測(cè)方法和標(biāo)準(zhǔn)對(duì)于304不銹鋼管的質(zhì)量也至關(guān)重要,只有達(dá)標(biāo)的檢測(cè)才能確保產(chǎn)品質(zhì)量。
二、304不銹鋼管的表面問(wèn)題
其次,我們要看的是304不銹鋼管的表面問(wèn)題。在生產(chǎn)和運(yùn)輸過(guò)程中,不銹鋼管經(jīng)常會(huì)受到各種劃傷、碰撞等影響,這就會(huì)導(dǎo)致表面出現(xiàn)缺陷。
與此同時(shí),氧化皮的形成也可能成為不銹鋼管表面的一個(gè)隱患,需要及時(shí)處理以保持其表面光潔度。
此外,如果在清潔過(guò)程中使用了硬質(zhì)物品擦拭,也容易造成不銹鋼管表面出現(xiàn)磨損、劃痕等問(wèn)題。
三、304不銹鋼管的強(qiáng)度問(wèn)題
另外,304不銹鋼管的強(qiáng)度問(wèn)題也是我們需要關(guān)注的方面。由于304不銹鋼管在生產(chǎn)過(guò)程中經(jīng)歷各種復(fù)雜的加工工序,如果工藝和設(shè)備不達(dá)標(biāo),就可能導(dǎo)致強(qiáng)度不足的問(wèn)題。
同時(shí),在使用過(guò)程中,不銹鋼管承受的壓力、溫度等因素也會(huì)對(duì)其強(qiáng)度產(chǎn)生影響,這需要結(jié)合具體情況進(jìn)行合理選擇和設(shè)計(jì)。
最后,對(duì)于304不銹鋼管的焊接處,如果焊接工藝不當(dāng),可能會(huì)導(dǎo)致焊接缺陷,影響整體強(qiáng)度和使用壽命。
四、304不銹鋼管的耐蝕性問(wèn)題
最后一個(gè)方面,我們要關(guān)注的是304不銹鋼管的耐蝕性問(wèn)題。雖然不銹鋼管本身具有較好的耐蝕性,但是在特定環(huán)境下,如酸、堿等腐蝕性介質(zhì)中,依然可能出現(xiàn)腐蝕情況。
此外,在存儲(chǔ)和使用過(guò)程中,如果清潔保養(yǎng)不當(dāng),也可能加速不銹鋼管的腐蝕速度,縮短其使用壽命。
因此,選用合適的304不銹鋼管材質(zhì),并注意維護(hù)保養(yǎng),可以最大程度地延長(zhǎng)其使用壽命。
在探究完304不銹鋼管的各種缺陷后,我們?cè)俅螐?qiáng)調(diào)了解和重視材質(zhì)組成、表面處理、強(qiáng)度設(shè)計(jì)和耐蝕性保養(yǎng)等問(wèn)題的重要性。只有全面了解和掌握這些關(guān)鍵信息,才能更好地應(yīng)對(duì)304不銹鋼管可能出現(xiàn)的各種問(wèn)題。希望大家在使用不銹鋼管時(shí)能夠謹(jǐn)慎選擇、合理設(shè)計(jì),這樣才能讓產(chǎn)品發(fā)揮最大的作用。
]]>一、表面缺陷的類型
在實(shí)際生產(chǎn)中,316L不銹鋼管常見(jiàn)的表面缺陷主要包括氧化皮、凹凸不平、裂紋等。這些缺陷可能會(huì)影響管材的外觀和性能。
首先,我們來(lái)說(shuō)說(shuō)氧化皮,就像我們肌膚上的瑕疵一樣,會(huì)讓不銹鋼管看起來(lái)不夠光滑。接著,凹凸不平,就像道路上的坑坑洼洼,會(huì)影響管材的結(jié)構(gòu)穩(wěn)定性。最后,裂紋,就像人心上的裂縫,會(huì)讓管材在使用過(guò)程中出現(xiàn)問(wèn)題。
二、表面缺陷的成因
要解決問(wèn)題,我們首先要了解問(wèn)題產(chǎn)生的原因。316L不銹鋼管表面缺陷的成因主要包括原材料質(zhì)量、生產(chǎn)工藝、設(shè)備磨損等方面。
原材料質(zhì)量不好,就好比原材料是腐爛的食材,做出來(lái)的菜肴也不好吃。生產(chǎn)工藝不到位,就像是制作蛋糕時(shí)忘了放糖,結(jié)果口感大打折扣。設(shè)備磨損嚴(yán)重,就像是一臺(tái)機(jī)器長(zhǎng)時(shí)間運(yùn)轉(zhuǎn),會(huì)導(dǎo)致質(zhì)量下降。
三、表面缺陷的檢測(cè)方法
為了及時(shí)發(fā)現(xiàn)表面缺陷,我們可以采用目測(cè)檢查、探傷、超聲波檢測(cè)等方法進(jìn)行檢測(cè)。
目測(cè)檢查就是用肉眼觀察,有點(diǎn)類似于買菜時(shí)挑選新鮮的蔬菜。探傷就像醫(yī)生做CT掃描,可以深入檢查缺陷的位置和程度。超聲波檢測(cè)則是利用聲波傳播的方式,通過(guò)聲波的反射來(lái)檢測(cè)管材內(nèi)部的情況。
四、表面缺陷的解決方法
針對(duì)不同類型的表面缺陷,可以采用打磨、酸洗、拋光、焊接修補(bǔ)等方法進(jìn)行修復(fù)。
打磨就像修指甲一樣,去除掉雜質(zhì)。酸洗就好比洗臉,清潔毛孔。拋光就像是做皮膚護(hù)理,讓表面更光滑。焊接修補(bǔ)則是進(jìn)行“微整形”,修復(fù)缺陷。
總的來(lái)說(shuō),316L不銹鋼管表面缺陷的影響是不可忽視的,但只要我們及時(shí)發(fā)現(xiàn)問(wèn)題、了解問(wèn)題、采取有效的解決方法,就能保證管材的質(zhì)量和性能。希望今天的分享能為大家?guī)?lái)一些啟發(fā)和幫助!
]]>
標(biāo)準(zhǔn)中304不銹鋼衛(wèi)生水管表面缺陷允許范圍僅針對(duì)奧氏體不銹鋼管。不銹鋼管表面缺陷標(biāo)準(zhǔn)規(guī)定了允許范圍。關(guān)于缺陷深度:不銹鋼管壁厚在14mm以下時(shí),長(zhǎng)度方向裂紋狀缺陷深度不超過(guò)0.15mm;當(dāng)不銹鋼管壁厚超過(guò)14mm時(shí),供需雙方協(xié)商。其他品種僅在使用中不存在有害缺陷的情況下提供。
在熱軋不銹鋼水管和冷軋不銹鋼管的標(biāo)準(zhǔn)中,規(guī)定不銹鋼管在使用中不存在有害缺陷。不銹鋼管表面缺陷標(biāo)準(zhǔn)規(guī)定了允許范圍。因?yàn)椴讳P鋼管在生產(chǎn)過(guò)程中一般沒(méi)有機(jī)會(huì)消除缺陷,所以允許有一些不正常的部分。不銹鋼管表面缺陷標(biāo)準(zhǔn)規(guī)定了允許范圍,不銹鋼管部分異常部位的規(guī)定是根據(jù)不銹鋼管生產(chǎn)企業(yè)內(nèi)部產(chǎn)品質(zhì)量標(biāo)準(zhǔn)制定的。 1米長(zhǎng)度等有1點(diǎn),技能數(shù)量是缺陷。一般來(lái)說(shuō),全長(zhǎng)的合格品占90%以上。

不銹鋼水管多用于化工設(shè)備、化工大型儲(chǔ)罐或核能工業(yè)等重要設(shè)施。在使用中,對(duì)有害缺陷的水平進(jìn)行規(guī)范確實(shí)很難。不銹鋼管表面缺陷標(biāo)準(zhǔn)規(guī)定了允許范圍。研究人員現(xiàn)在正在檢查化學(xué)工業(yè)設(shè)備和化學(xué)工業(yè)的大型儲(chǔ)罐。根據(jù)他們的個(gè)人經(jīng)驗(yàn)304不銹鋼管標(biāo)準(zhǔn),他們認(rèn)為需要對(duì)覆蓋的磷屑進(jìn)行研磨去除,缺陷深度0.@ >5mm 或更小是沒(méi)有問(wèn)題的。可以認(rèn)為,為了保證質(zhì)量,允許深度小于0.3mm的缺陷。
24小時(shí)客服熱線:如果您對(duì)永穗牌304不銹鋼衛(wèi)生水管有興趣或有疑問(wèn)304不銹鋼管標(biāo)準(zhǔn),請(qǐng)點(diǎn)擊聯(lián)系我司網(wǎng)站在線客服,或致電

在設(shè)計(jì)時(shí),對(duì)于海上油氣工廠(FPSO)上建模塊中材料為A790-S31803,規(guī)格為直徑610mm,壁厚46mm的管線環(huán)焊縫,需要進(jìn)行射線檢測(cè)。由于射線具有電離輻射,對(duì)檢測(cè)人員的人身安全危害嚴(yán)重,故在管線合攏組裝的過(guò)程中,不能實(shí)現(xiàn)射線檢測(cè)中心曝光,從而降低了射線檢測(cè)效率,影響項(xiàng)目進(jìn)度。因此,承建方、檢測(cè)公司、業(yè)主和監(jiān)造方進(jìn)行協(xié)商后,建議采用相控陣超聲檢測(cè)代替射線檢測(cè)進(jìn)行現(xiàn)場(chǎng)檢測(cè)。在實(shí)施相控陣超聲檢測(cè)前,需要使用帶缺陷的模擬試塊進(jìn)行校準(zhǔn),以確定檢測(cè)結(jié)果的可靠性。
試樣的制作
試樣包括靈敏度對(duì)比試塊和用于驗(yàn)證的人工缺陷模擬試管。
靈敏度對(duì)比試塊的制作
按照標(biāo)準(zhǔn)ASME BPVC.V-2019《鍋爐及壓力容器規(guī)范 第V卷 無(wú)損檢測(cè)》第4章焊縫超聲波檢驗(yàn)方法中校準(zhǔn)試塊的要求,加工了兩種靈敏度對(duì)比試塊。
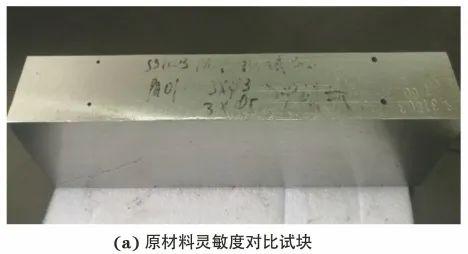
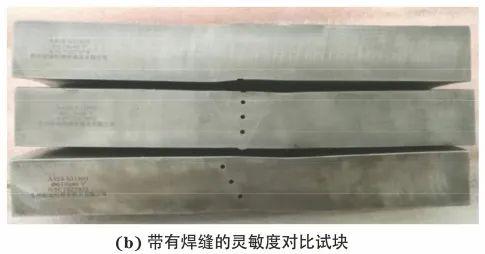
圖1 靈敏度對(duì)比試塊實(shí)物
如圖1(a)所示,在原材料上加工長(zhǎng)橫孔反射體,制作原材料靈敏度對(duì)比試塊,用于楔塊延遲的校準(zhǔn)。
如圖1(b)所示,按照焊接工藝焊接后進(jìn)行切割,制作帶有焊縫的長(zhǎng)橫孔和刻槽的靈敏度對(duì)比試塊,用于靈敏度校準(zhǔn)和TCG(時(shí)間校正增益)曲線的制作等。
反射體(長(zhǎng)橫孔和刻槽)的詳細(xì)參數(shù)如下:
原材料對(duì)比試塊
試塊編號(hào):PAUT-SS-01
人工反射體類型:長(zhǎng)橫孔
長(zhǎng)橫孔位置:T/4、T/2、3T/4(T為試件厚度)
長(zhǎng)橫孔尺寸:ф3mm×80mm
帶焊縫對(duì)比試塊
試塊編號(hào):T027973
人工反射體類型:長(zhǎng)橫孔
長(zhǎng)橫孔位置:焊縫中心:T/4、T/2、3T/4
長(zhǎng)橫孔尺寸:ф3mm×70mm
試塊編號(hào):T027972
人工反射體類型:長(zhǎng)橫孔
長(zhǎng)橫孔位置:坡口熔合線:T/4、T/2、3T/4
長(zhǎng)橫孔尺寸:ф3mm×70mm
人工反射體類型:刻槽
刻槽位置:焊縫上表面
刻槽尺寸:70mm×1mm×2mm
試塊編號(hào):T027974
人工反射體類型:刻槽
刻槽位置:焊縫下表面
刻槽尺寸:70mm×1mm×2mm
模擬試管的制作
人工缺陷模擬試管采用切除對(duì)比試塊后的余料制作,依據(jù)ASME BPVC.V-2019第4章強(qiáng)制性附錄IX中對(duì)于缺陷定量和分類的規(guī)程評(píng)定要求,確定缺陷的數(shù)量和位置。
為了確定單面單側(cè)掃查工藝的可行性,在人工缺陷模擬試管上共制作了兩組人工缺陷共6個(gè),分別為上表面缺陷2個(gè)、內(nèi)部缺陷3個(gè)以及根部缺陷1個(gè),人工缺陷模擬試管實(shí)物如圖2所示。

圖2 人工缺陷模擬試管實(shí)物
依據(jù)ASME BPVC.V-2019第4章中強(qiáng)制性附錄IX的要求,計(jì)算每個(gè)缺陷的長(zhǎng)度及高度(表面及近表面缺陷按照長(zhǎng)高比系數(shù)為0.25計(jì)算,焊縫內(nèi)部缺陷按照長(zhǎng)高比系數(shù)為0.5計(jì)算),人工缺陷模擬試管的結(jié)構(gòu)示意和詳細(xì)參數(shù)如下:
圖3 人工模擬缺陷試管結(jié)構(gòu)示意和缺陷參數(shù)(mm)
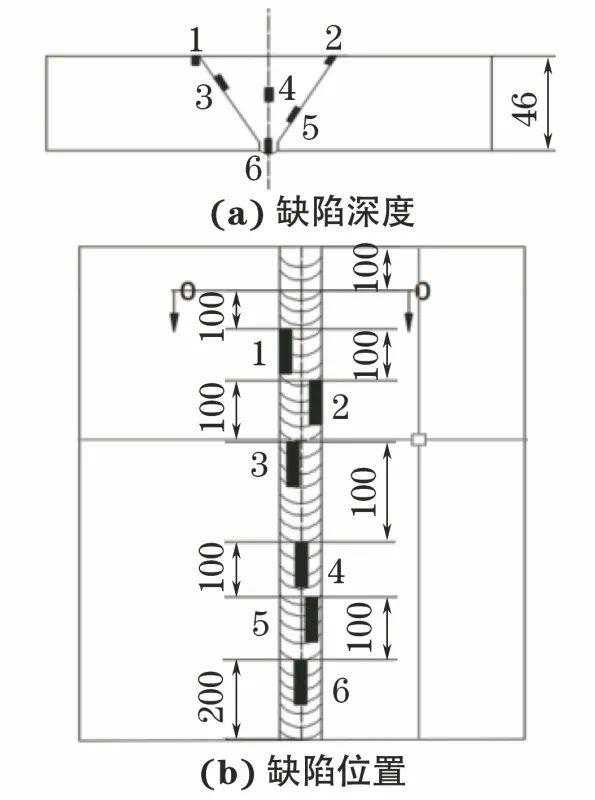
1
上表面刻槽
長(zhǎng)度10,高度2
(垂直上表面)
2
上表面刻槽
長(zhǎng)度10,高度2
(平行融合線)
3
焊縫上部未熔合
長(zhǎng)度14,高度5,深10
4
焊縫中心夾渣
長(zhǎng)度14,高度5,深20
5
焊縫下部未熔合
長(zhǎng)度14,高度5,深30
6
根部刻槽
長(zhǎng)度10,高度2,深44
人工缺陷模擬試管
上表面和根部缺陷的檢測(cè)
探頭
采用奧林巴斯A26線性和A17、A27矩陣相控陣探頭進(jìn)行檢測(cè),探頭具體參數(shù)如下:
型號(hào):2.25DM7X4-A17
頻率:2.25MHz
晶片數(shù)量:雙晶28(7×4矩陣)
晶片間距:2.71mm
激活孔徑:19mm×12mm
晶片高度:3mm
尺寸:長(zhǎng)34mm,寬16mm,高25mm
型號(hào):4DL32-32X12-A26
頻率:4MHz
晶片數(shù)量:雙晶32(線性)
晶片間距:1mm
激活孔徑:32mm×12mm
晶片高度:12mm
尺寸:長(zhǎng)48.2mm,寬16.5mm,高26.4mm
型號(hào):4DM16X2-A27
頻率:4MHz
晶片數(shù)量:雙晶32(16×2矩陣)
晶片間距:1mm
激活孔徑:16mm×6mm
晶片高度:3mm
尺寸:長(zhǎng)29mm,寬10mm,高20mm
上表面缺陷的檢測(cè)
對(duì)于上表面刻槽,主要是利用爬波檢測(cè),設(shè)置檢測(cè)角度為78°~83°。爬波是縱波從第一種介質(zhì)中以第一臨界角附近(±30′以內(nèi))的角度進(jìn)入第二種介質(zhì)時(shí),在第二種介質(zhì)中產(chǎn)生的沿介質(zhì)表面下一定距離,在橫波和表面縱波之間傳播的峰值波。上表面缺陷檢測(cè)時(shí),將不同類型的探頭與楔塊進(jìn)行組合,以觀察檢測(cè)效果,其檢測(cè)現(xiàn)場(chǎng)示例如圖4所示。

圖4 上表面缺陷的檢測(cè)現(xiàn)場(chǎng)示例
將探頭與楔塊組合后,將探頭對(duì)準(zhǔn)上表面刻槽,前后移動(dòng)探頭,使最高波幅達(dá)到滿屏幕的80%,并記錄此時(shí)探頭前沿至上表面刻槽的距離。然后后移探頭,波幅緩慢降低,當(dāng)最高波幅降至滿屏幕的20%時(shí),記錄此時(shí)探頭前沿至上表面刻槽的距離,檢測(cè)結(jié)果如下:
|
探頭類型 |
楔塊類型 |
探頭前沿至上表面刻槽距離 |
|
|
母材上掃查 |
焊縫上掃查 |
||
|
A17 |
DN55L0 |
17 |
11 |
|
A26 |
DN55L-FD40-SS |
18 |
10 |
|
A27 |
DNCR |
25 |
19 |
由上可知,A27+DNCR探頭與楔塊組合所產(chǎn)生波束移動(dòng)距離最遠(yuǎn),A17+DN55L0組合效果次之,A26+DN55L-FD40-SS組合效果最差。
根部缺陷的檢測(cè)
對(duì)于根部缺陷,主要利用一次縱波檢測(cè),設(shè)置檢測(cè)角度為37°~50°,使根部刻槽信號(hào)達(dá)到滿屏的80%。儀器和探頭組合后顯示的基準(zhǔn)靈敏度:A26探頭的基準(zhǔn)靈敏度為36dB;A27探頭的基準(zhǔn)靈敏度為61dB;A17探頭的基準(zhǔn)靈敏度為51.5dB。
在基準(zhǔn)靈敏度下,A26探頭的噪聲信號(hào)幅度為5%,A27探頭的噪聲信號(hào)幅度約為7%,而A17探頭的噪聲信號(hào)幅度約為15%,根部缺陷的檢測(cè)結(jié)果如圖5所示。
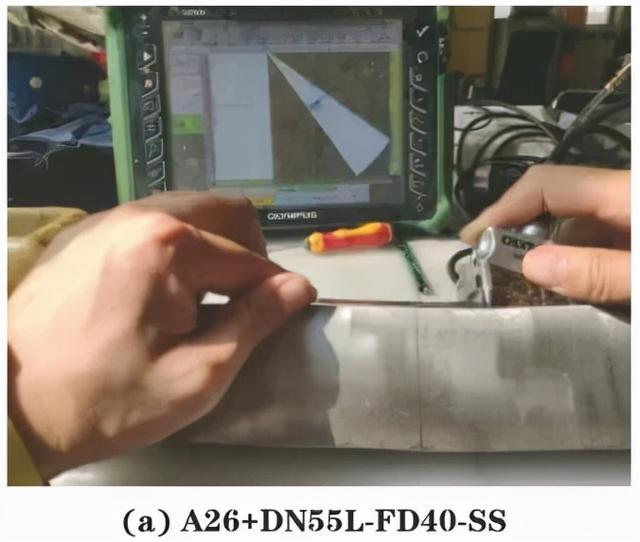
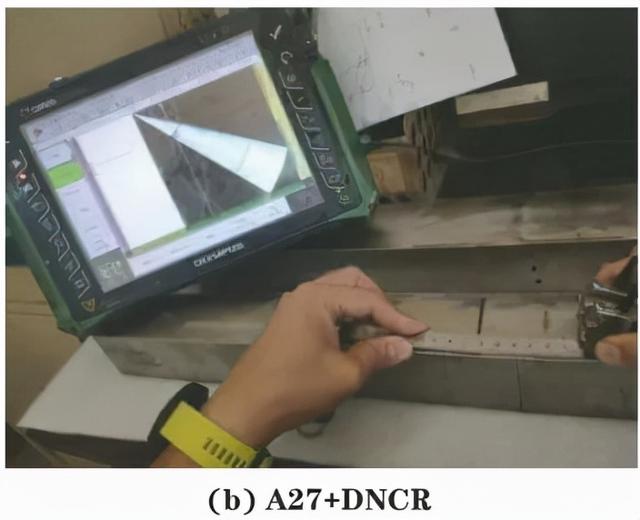
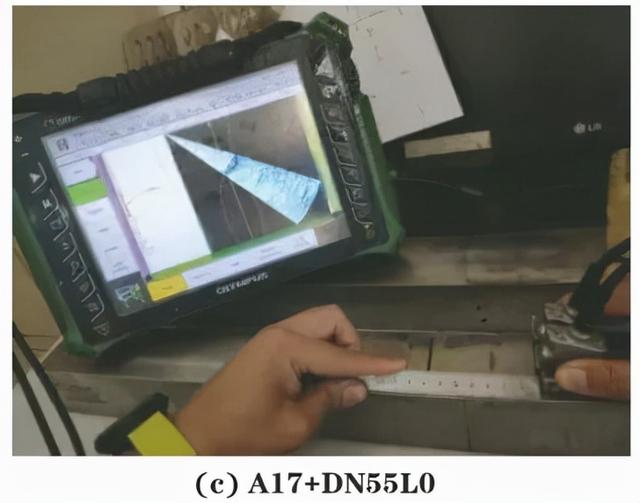
圖5 根部缺陷的檢測(cè)結(jié)果
A26探頭為線性探頭,且晶片尺寸比其他兩種探頭的大,發(fā)射能量大,因此對(duì)同一位置的反射體進(jìn)行檢測(cè)時(shí),基準(zhǔn)靈敏度最低。
A17探頭雖然基準(zhǔn)靈敏度低,但是檢測(cè)頻率為2.25MHz,導(dǎo)致根部刻槽和根部余高信號(hào)融合在一起,成為一個(gè)脈沖寬度很寬的脈沖信號(hào),且噪聲信號(hào)幅度最高。
檢測(cè)結(jié)果表明,根部刻槽的檢測(cè)效果A26探頭最優(yōu),A27探頭次之,A17探頭最差。
從以上檢測(cè)結(jié)果可以看出,對(duì)人工缺陷試管的上表面缺陷應(yīng)采用A27+DNCR組合進(jìn)行檢測(cè),而對(duì)焊縫根部,應(yīng)采用A26+DN55L-FD40-SS組合進(jìn)行檢測(cè)。
相控陣超聲檢測(cè)方案
對(duì)材料為A790-S31803的管線環(huán)焊縫進(jìn)行相控陣檢測(cè)時(shí),可采用分區(qū)設(shè)置,分區(qū)檢測(cè)具有以下優(yōu)勢(shì):
(1) 針對(duì)不同檢測(cè)位置,設(shè)置不同的聚焦法則,以獲得良好的檢測(cè)能力,針對(duì)上、下表面的檢測(cè)采用深度聚焦,而對(duì)焊縫內(nèi)部檢測(cè)采用聲程聚焦。
(2) 在實(shí)際檢測(cè)過(guò)程中,偏轉(zhuǎn)角度越大,較深反射體的調(diào)節(jié)越困難。分區(qū)檢測(cè)時(shí)應(yīng)對(duì)較深部位采用較小角度進(jìn)行檢測(cè),以避免大偏轉(zhuǎn)角度調(diào)節(jié)較深反射體的難度。
對(duì)于不同分區(qū)的設(shè)置,TCG校準(zhǔn)不同位置人工反射體信號(hào)及反射體測(cè)量位置如圖6所示。
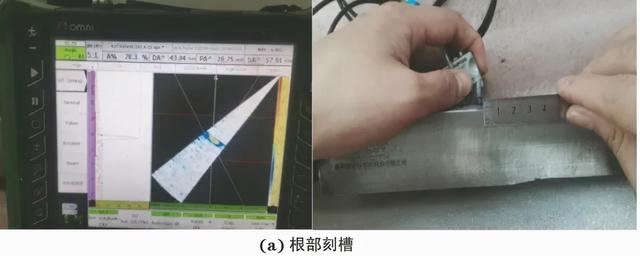
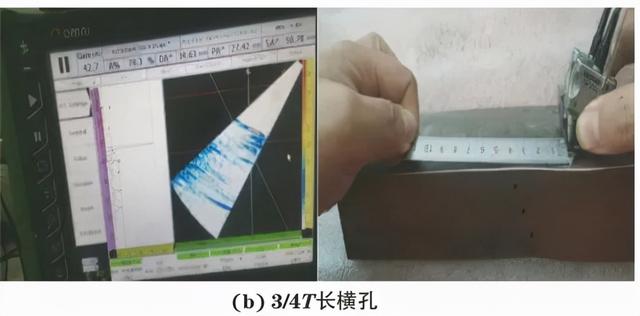
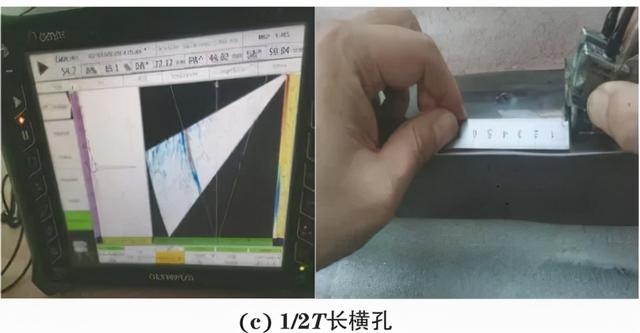
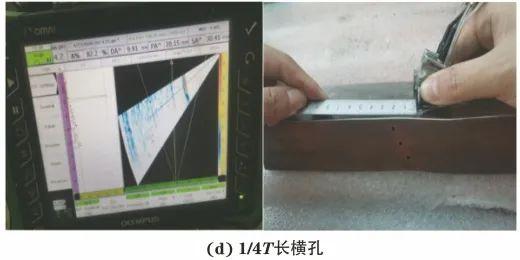
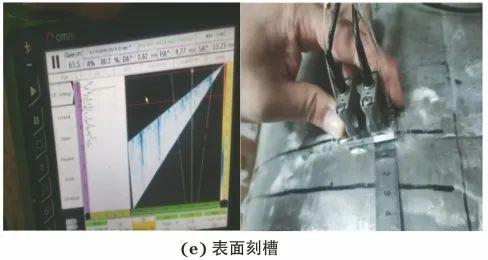
圖6 不同位置人工反射體信號(hào)及反射體測(cè)量位置
檢測(cè)結(jié)果
為了驗(yàn)證檢測(cè)效果,對(duì)圖3所示的人工缺陷試管,分別采用常規(guī)超聲縱波斜入射檢測(cè)、射線檢測(cè)、相控陣超聲檢測(cè)3種方法實(shí)施檢測(cè)。在相控陣超聲檢測(cè)時(shí),實(shí)施兩種檢測(cè)方案,一種是在焊縫兩側(cè)掃查,模擬單面雙側(cè)檢測(cè);另一種是為了驗(yàn)證單面單側(cè)檢測(cè)效果,實(shí)施單側(cè)直管側(cè)掃查+焊縫中心兩個(gè)方向的掃查。
上表面刻槽檢測(cè)結(jié)果
1號(hào)人工缺陷為垂直于工件的上表面刻槽;2號(hào)人工缺陷為平行于坡口面的上表面刻槽,傾斜角度為15°±2°,兩種人工缺陷模擬的都是焊縫上表面裂紋,其檢測(cè)結(jié)果如下:
(1) 常規(guī)超聲縱波斜探頭檢測(cè),沒(méi)有發(fā)現(xiàn)任何信號(hào)。
(2) 射線檢測(cè)可以清晰發(fā)現(xiàn)缺陷,其結(jié)果如圖7所示。
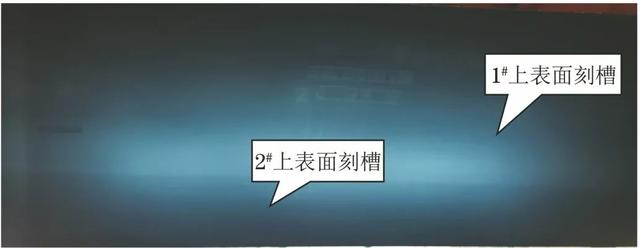
圖7 1號(hào)和2號(hào)缺陷的射線檢測(cè)結(jié)果
(3) 相控陣超聲技術(shù)檢測(cè),在焊縫兩側(cè)掃查時(shí),由于焊縫蓋帽寬度為38~40mm,A27+DNCR相控陣超聲設(shè)備組合對(duì)上表面深度的檢測(cè)能力約為19mm,因此只能發(fā)現(xiàn)探頭側(cè)缺陷,不能發(fā)現(xiàn)探頭對(duì)側(cè)焊縫的上表面刻槽缺陷,1號(hào)缺陷顯示波幅約為95%,而2號(hào)缺陷顯示波幅約為60%,2號(hào)缺陷上表面刻槽波幅降低主要是因?yàn)樵摽滩凼瞧叫衅驴诿妫缚p兩側(cè)掃查結(jié)果如圖8所示。
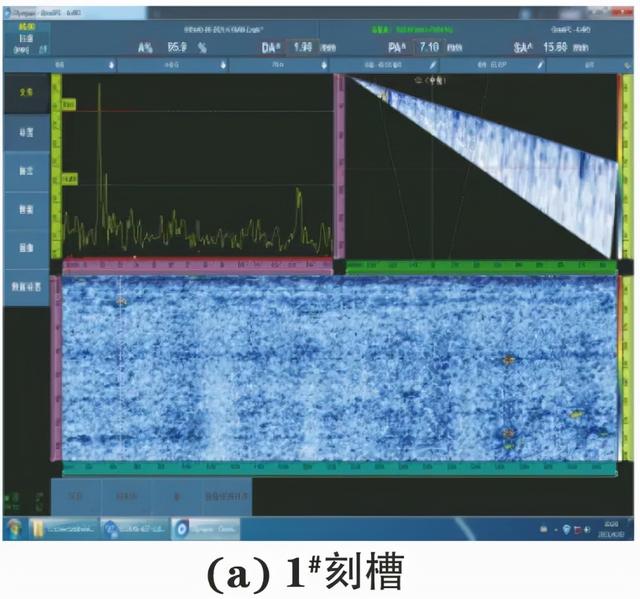
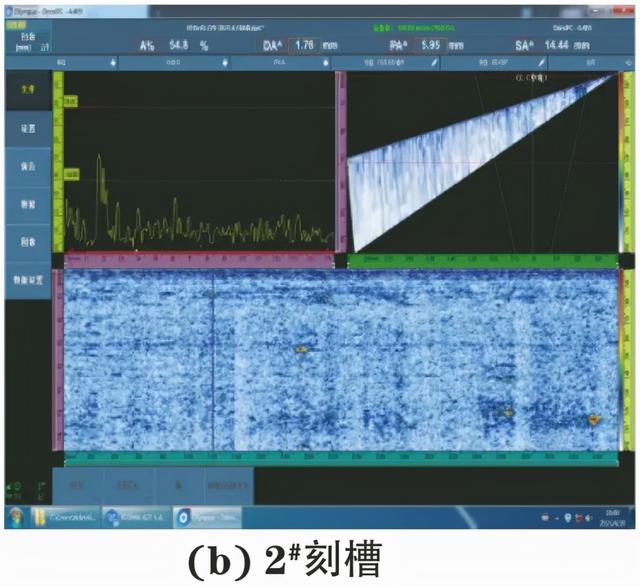
圖8 焊縫兩側(cè)掃查結(jié)果(上表面刻槽)
把焊縫蓋帽磨平后,在焊縫中心采用A27+DNCR設(shè)備組合掃查時(shí),可以發(fā)現(xiàn)焊縫邊緣刻槽信號(hào),1號(hào)刻槽波幅高度約為40%,2號(hào)刻槽波幅高度約為25%,其結(jié)果如圖9所示。因此在焊縫中心檢測(cè)時(shí),需要仔細(xì)辨別超過(guò)20%波幅的上表面信號(hào),必要時(shí)需要輔助表面檢測(cè)方法加以驗(yàn)證。
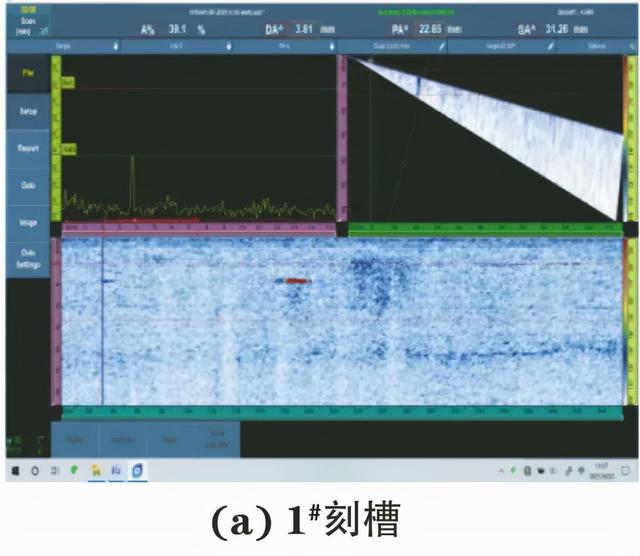
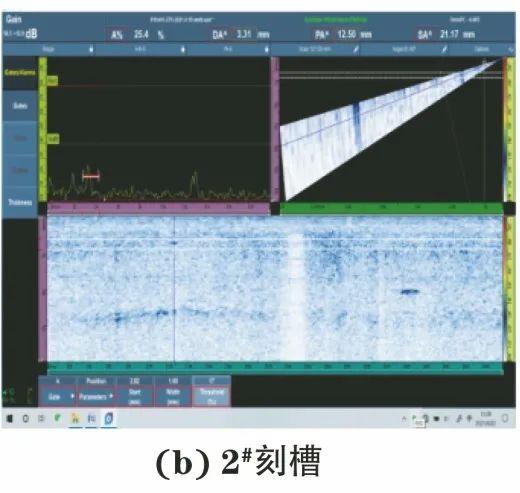
圖9 焊縫中心掃查結(jié)果(上表面刻槽)
坡口未熔合檢測(cè)結(jié)果
3號(hào)和5號(hào)人工缺陷分別位于焊縫兩側(cè)坡口熔合線處,且為上、下兩個(gè)不同區(qū)域,檢測(cè)結(jié)果如下:
(1) 采用常規(guī)超聲縱波斜探頭檢測(cè),在焊縫蓋帽沒(méi)有磨平時(shí),臨近上表面的3號(hào)缺陷無(wú)法檢出;用45°縱波和60°縱波斜探頭均可在焊縫兩側(cè)檢出位于焊縫中下部位的5號(hào)缺陷,45°縱波斜探頭檢測(cè)的最高波幅為SL+0.5dB,60°縱波斜探頭檢測(cè)的最高波幅為SL+6.3dB。將焊縫余高磨平后,使用縱波45°斜探頭騎在焊縫上掃查時(shí),可以在其對(duì)側(cè)發(fā)現(xiàn)3號(hào)缺陷,波幅為SL+3.2dB,檢測(cè)結(jié)果如圖10所示。
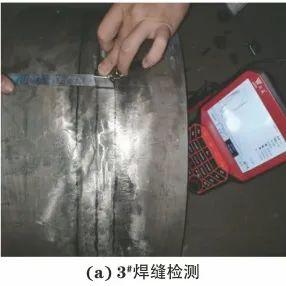
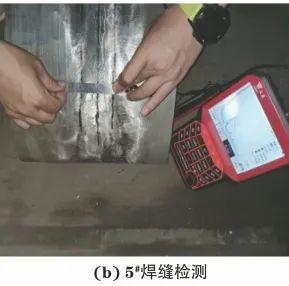
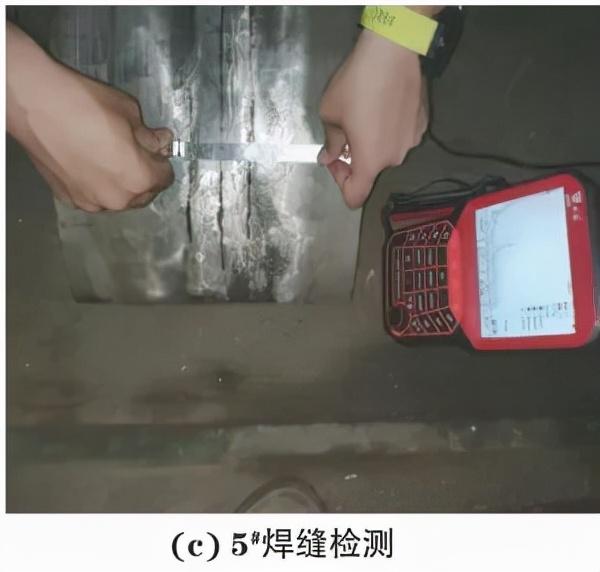
圖10 3號(hào)和5號(hào)缺陷常規(guī)超聲檢測(cè)結(jié)果
(2) 采用射線檢測(cè)可以發(fā)現(xiàn)兩個(gè)缺陷,其結(jié)果如圖11所示。

圖11 3號(hào)和5號(hào)缺陷射線檢測(cè)結(jié)果
(3) 相控陣超聲采用A27+DNCR設(shè)備組合進(jìn)行檢測(cè),3號(hào)人工缺陷位于坡口熔合線靠近上表面的位置,因此探頭位于缺陷對(duì)側(cè)檢測(cè)時(shí)波幅高,而在缺陷側(cè)檢測(cè)時(shí)波幅低,這是由于相控陣大角度偏轉(zhuǎn)角在缺陷對(duì)側(cè)檢測(cè)時(shí),缺陷與大角度波束接近垂直,而在缺陷側(cè)檢測(cè)時(shí),波束入射與缺陷有較大的傾角,因此3號(hào)人工缺陷對(duì)側(cè)波幅為156%,而缺陷側(cè)波幅為40%;5號(hào)人工缺陷位于坡口熔合線靠近焊縫根部的位置,在焊縫兩側(cè)掃查均可得到滿意的檢測(cè)結(jié)果,缺陷側(cè)波幅高度為88%,對(duì)側(cè)波幅高度為249%,檢測(cè)結(jié)果如圖12所示。
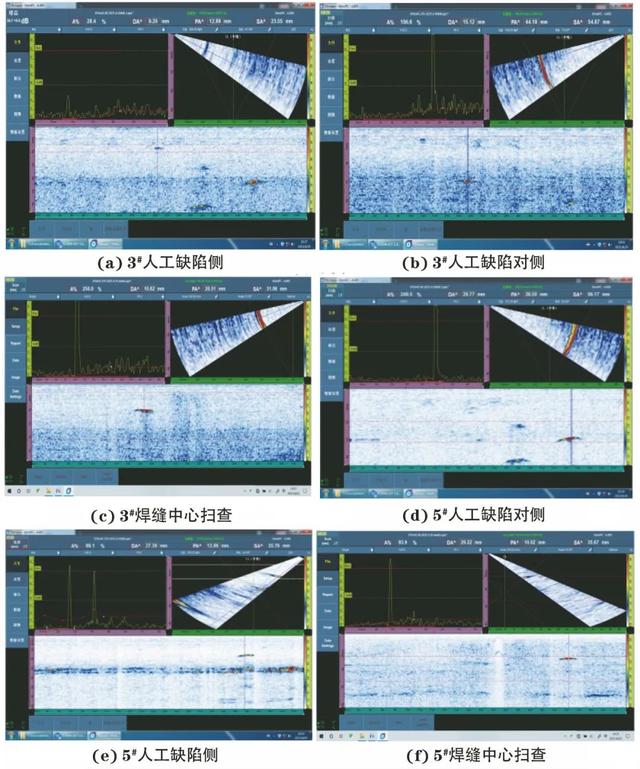
圖12 A27+DNCR組合的缺陷檢測(cè)結(jié)果
為了驗(yàn)證單側(cè)檢測(cè)結(jié)果,焊縫余高磨平后,在焊縫中心用A27+DNCR設(shè)備組合檢測(cè)后發(fā)現(xiàn),3號(hào)人工缺陷波幅為250%,5號(hào)人工缺陷波幅為94%,此次檢測(cè)波幅高度均高于人工缺陷側(cè)的波幅,且檢測(cè)信號(hào)的位置也處于坡口融合線的位置,更容易對(duì)缺陷定性,如圖12所示。
針對(duì)焊縫中下部5號(hào)人工缺陷的檢測(cè)效果,也采用A26+DN55L-FD40-SS組合,使用與A27+DNCR組合相同的聚焦法則在焊縫兩側(cè)檢測(cè),檢測(cè)結(jié)果表明,5號(hào)人工缺陷對(duì)側(cè)波幅為250%,5號(hào)人工缺陷側(cè)波幅為94%,波幅均高于A27+DNCR組合的檢測(cè)效果。A26+DN55L-FD40-SS設(shè)備組合的檢測(cè)結(jié)果如圖13所示。
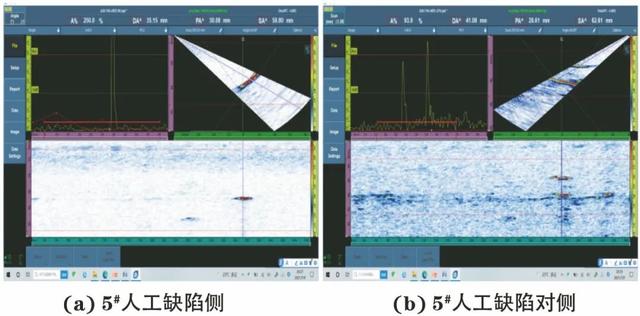
圖13 A26+DN55L-FD40-SS組合的缺陷檢測(cè)結(jié)果
焊縫中夾渣物檢測(cè)結(jié)果
4號(hào)人工缺陷為內(nèi)部夾渣,位于焊縫中心位置,其檢測(cè)結(jié)果如下:
(1) 常規(guī)超聲縱波斜探頭檢測(cè),只有采用60°縱波探頭檢測(cè)時(shí)能夠發(fā)現(xiàn),在焊縫一側(cè)采用60°縱波進(jìn)行檢測(cè),缺陷波幅高度為SL-10.4dB,而在另一側(cè)無(wú)法檢出,檢測(cè)結(jié)果如圖14所示。

圖14 4號(hào)缺陷常規(guī)超聲波檢測(cè)結(jié)果
(2) 4號(hào)缺陷射線檢測(cè)結(jié)果如圖15所示。

圖15 4號(hào)缺陷射線檢測(cè)結(jié)果
(3) 相控陣超聲檢測(cè),4號(hào)人工缺陷預(yù)埋藏深度約為20mm。A27+DNCR在兩側(cè)均能發(fā)現(xiàn)該缺陷,其最高波幅為41%,另一側(cè)波幅為27%,這是由于缺陷傾角會(huì)導(dǎo)致波幅低,如圖16所示。
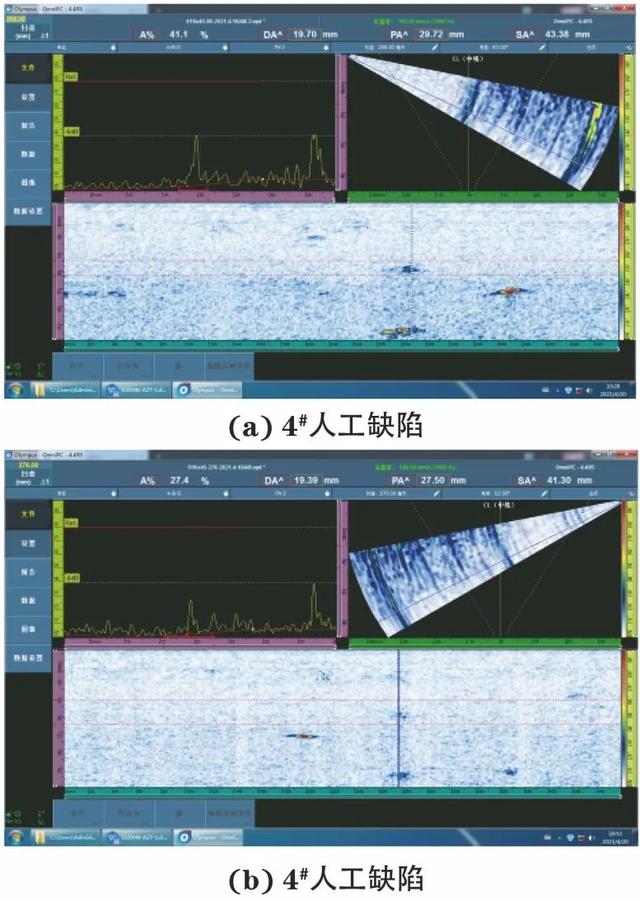
圖16 4號(hào)缺陷的A27+DNCR檢測(cè)結(jié)果
而使用A26+DN55L-FD40-SS設(shè)備組合檢測(cè)后發(fā)現(xiàn),缺陷最高波幅為30%,結(jié)果如圖17所示。比較兩種規(guī)格探頭的檢測(cè)結(jié)果可知,A27+DNCR設(shè)備組合檢測(cè)波幅高度略高,因此A26探頭在該區(qū)域的檢測(cè)能力低于A27探頭。
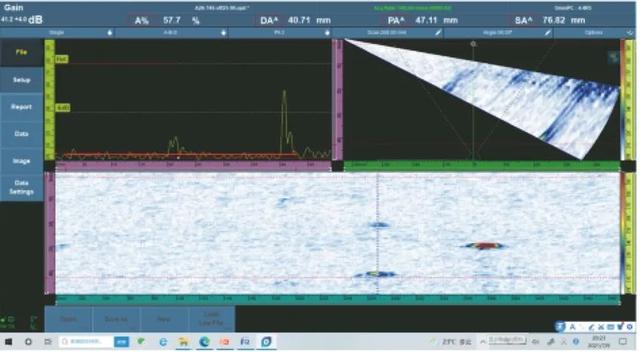
圖17 4號(hào)缺陷的A26+DN55L-FD40-SS檢測(cè)結(jié)果
根部刻槽檢測(cè)結(jié)果
6號(hào)人工缺陷為根部刻槽,其檢測(cè)結(jié)果如下:
(1) 常規(guī)超聲縱波斜探頭檢測(cè),采用縱波45°斜探頭在焊縫兩側(cè)均能發(fā)現(xiàn)該缺陷,表現(xiàn)為一個(gè)刻槽和根部融合在一起的脈沖寬度較寬的反射信號(hào),焊縫兩側(cè)的檢測(cè)波幅分別為SL-3.2dB和SL+1.8dB,檢測(cè)結(jié)果如圖18所示。
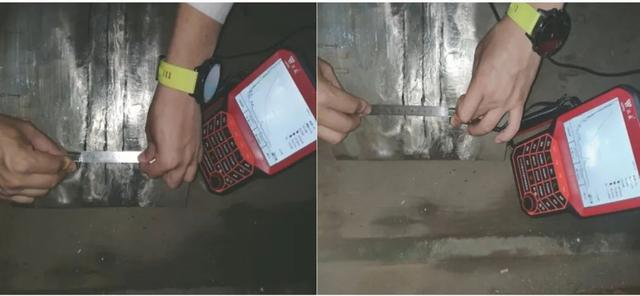
圖18 6號(hào)缺陷常規(guī)超聲波檢測(cè)結(jié)果
(2) 6號(hào)缺陷射線檢測(cè)結(jié)果如圖19所示。
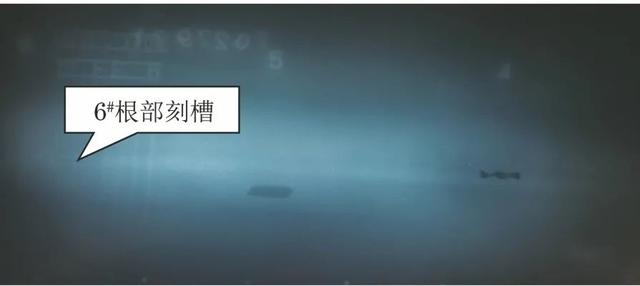
圖19 6號(hào)缺陷射線檢測(cè)結(jié)果
(3) 相控陣超聲檢測(cè),A27+DNCR組合在焊縫兩側(cè)均能發(fā)現(xiàn)該缺陷,且有較好的顯示效果,檢測(cè)波幅分別為55%和91%,其結(jié)果如圖20所示。
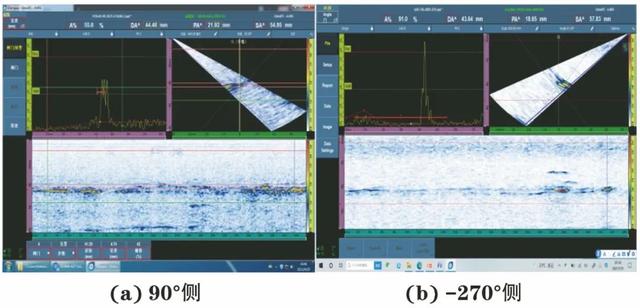
圖20 6號(hào)缺陷的A27+DNCR檢測(cè)結(jié)果
A26+DN55L-FD40-SS組合也能區(qū)分根部刻槽和余高反射體信號(hào),檢測(cè)波幅為61%和185%,其結(jié)果如圖21所示。
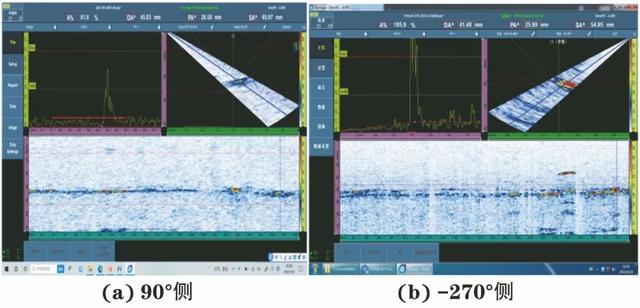
圖21 6號(hào)缺陷的A26+DN55L-FD40-SS檢測(cè)結(jié)果
檢測(cè)結(jié)果分析
(1) 綜合比較A27+DNCR組合和A26+DN55L-FD40-SS組合的檢測(cè)效果,矩陣探頭A27+DNCR組合主要針對(duì)厚度小于30mm部位的檢測(cè),且可在大偏轉(zhuǎn)角時(shí)產(chǎn)生爬波以檢測(cè)表面缺陷;而線性探頭A26+DN55L-FD40-SS組合主要針對(duì)厚度大于30mm部位的檢測(cè),檢測(cè)焊縫根部缺陷時(shí)有較高的信噪比和分辨力。
(2) 現(xiàn)場(chǎng)對(duì)接形式主要為直管與直管對(duì)接或直管與部件(法蘭、三通或彎頭)對(duì)接。當(dāng)直管與部件對(duì)接時(shí),若部件側(cè)滿足探頭掃查空間要求,則可采用直管與直管對(duì)接的檢測(cè)工藝進(jìn)行單面雙側(cè)檢測(cè),檢測(cè)現(xiàn)場(chǎng)如圖22所示。

圖22 直管與構(gòu)件對(duì)接檢測(cè)現(xiàn)場(chǎng)
(3) 當(dāng)直管與部件對(duì)接,部件側(cè)部分位置不滿足掃查空間的要求,檢測(cè)現(xiàn)場(chǎng)如圖23所示。此時(shí)除了在直管側(cè)掃查外,還應(yīng)把此位置的焊縫余高磨平,在焊縫中心做正反兩次掃查。在對(duì)檢測(cè)圖譜進(jìn)行分析時(shí),以直管側(cè)掃查為主;對(duì)焊縫中心掃查時(shí)發(fā)現(xiàn)的可疑位置,需要補(bǔ)充其他方法對(duì)表面進(jìn)行檢測(cè),比如增加陣列渦流或其他表面檢測(cè)方案;對(duì)剩余滿足掃查空間要求的位置,則同樣執(zhí)行單面雙側(cè)檢測(cè)。
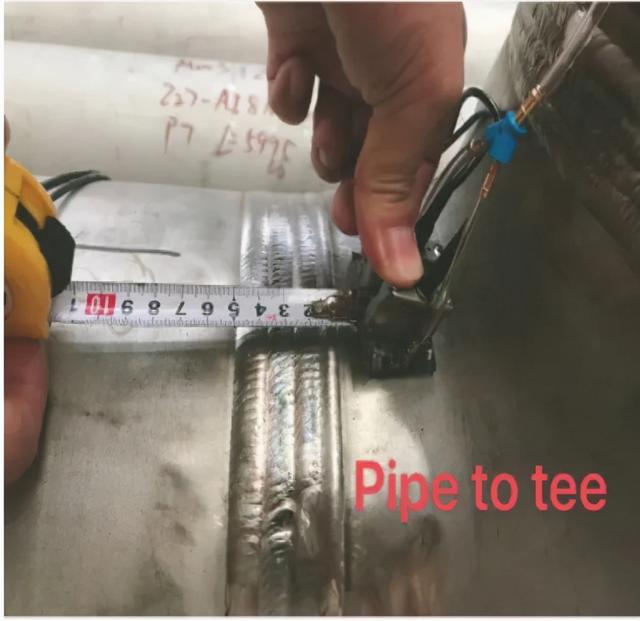
圖23 直管與部件對(duì)接焊縫檢測(cè)現(xiàn)場(chǎng)(掃查受限)
結(jié)語(yǔ)
采用相控陣超聲技術(shù)對(duì)材料為A790-S31803,規(guī)格為ф610mm×46mm的管線環(huán)焊縫進(jìn)行檢測(cè),檢測(cè)結(jié)果表明其具有以下優(yōu)勢(shì):
(1) 相控陣超聲具有良好的缺陷檢測(cè)能力,缺陷顯示直觀、重復(fù)性好,且能夠較準(zhǔn)確提供缺陷的長(zhǎng)度、深度和高度等信息。
(2) 完成ф610mm×46mm管線對(duì)接環(huán)焊縫的檢測(cè)用時(shí)約30分鐘,射線檢測(cè)則需要約792分鐘(以剛出廠Ir192,能量為100Ci,采用雙壁單影透照測(cè)算),相比之下,相控陣超聲檢測(cè)提高了檢測(cè)效率。
(3) 相控陣超聲檢測(cè)不產(chǎn)生輻射,不妨礙其他工種的現(xiàn)場(chǎng)施工,提高了生產(chǎn)效率。
]]>